Die Demig DE-CP 542-01 Serie
Kompatibel & Kommunikativ
Die Prozessregler der Baureihe DE-CP 54X-01 sind die perfekten Austausch-Regler für unsere vorherigen Regler-Generationen (ab DE-PR 4008 Serie)! Und das Beste daran?
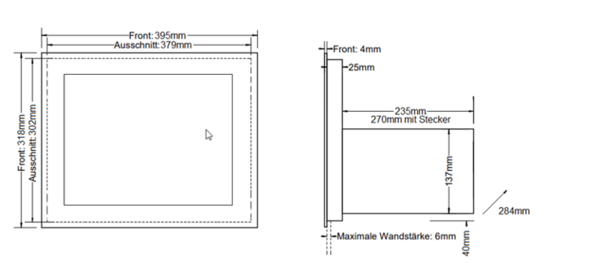
Aufgrund des integrierten ECB-Busses können Sie für den DE-CP 542-01 weiterhin die vorhandene Schaltschrankausschnitte nutzen. Dank des innovativen Kühlkonzepts konnte die Betriebstemperatur erheblich gesenkt werden! Zusätzlich ist das System durch eine integrierte USV abgesichert, die im Falle eines Stromausfalls ein kontrolliertes Herunterfahren gewährleistet.
Mit dem integrierten ProfiBus-Modul können Verbindungen zu ProfiBus-kompatibler Hardware hergestellt werden (Master oder Slave möglich)!
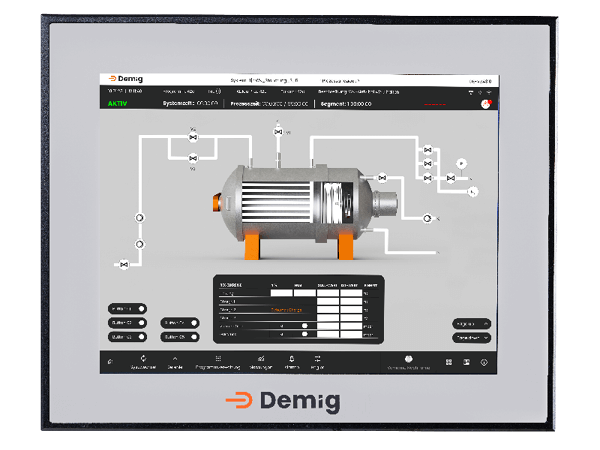
Die Bedienoberfläche ermöglicht dem Benutzer eine übersichtliche und intuitive Visualisierung und Bedienung der Prozesse auf einem 15-Zoll-Touch-Display.
Das System wird von einem Prozessor angetrieben, der auch komplexe Visualisierungen flüssig darstellen kann.
Die Ablaufprogramme werden mithilfe vorkonfigurierter Prozessphasen programmiert! Der Bediener wird automatisch zu den notwendigen Eingaben der variablen Daten geführt. Phasenabhängige Grundeinstellungen wie Überwachungs- und Sicherheitsfunktionen sind bereits in der Systemkonfiguration hinterlegt.

Ihre Vorteile auf einen Blick